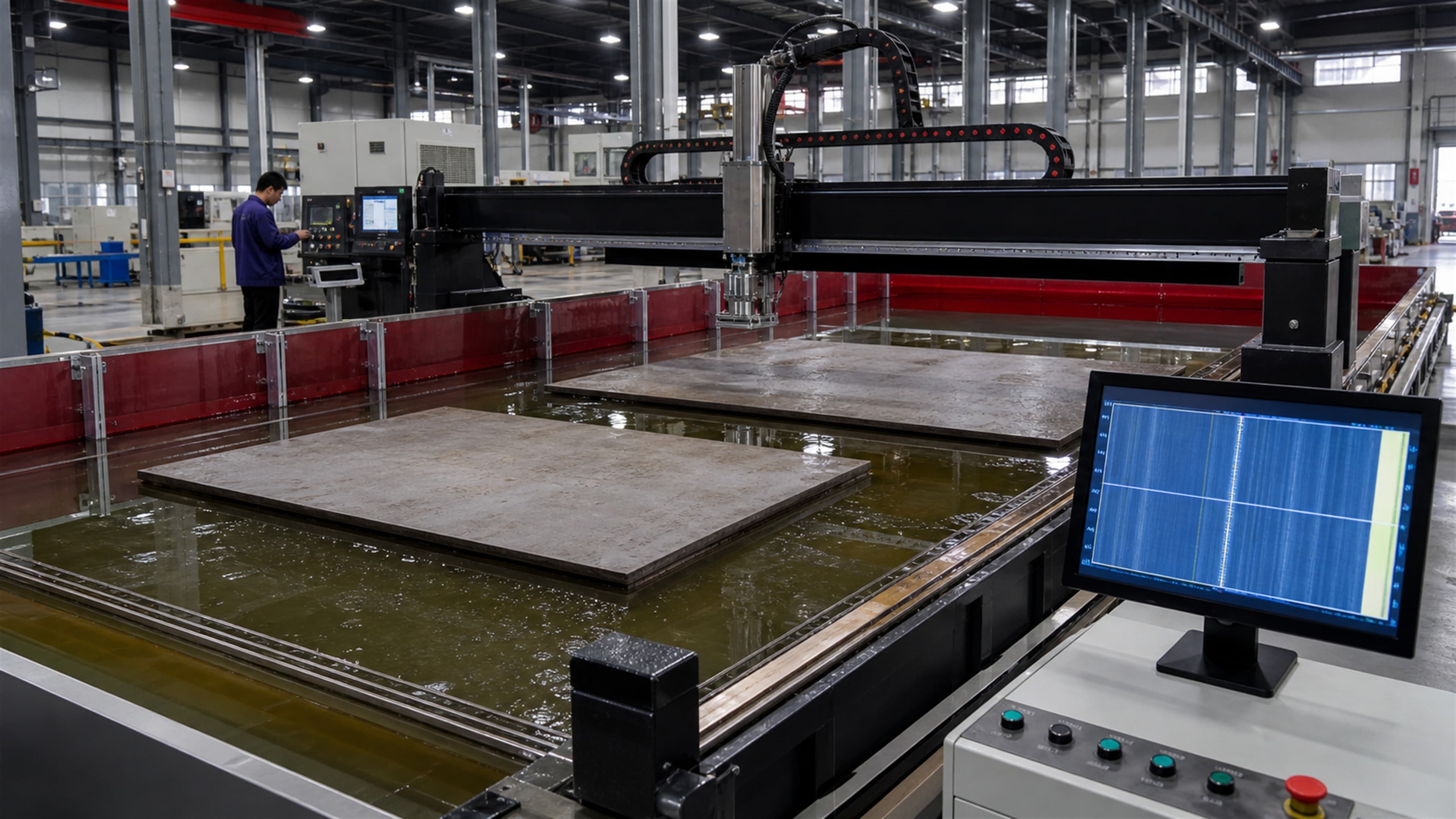
Fully automated immersion-coupled ultrasonic testing for metallic plates—with conventional A-scan, mapped C-scan, and phased-array scan paths configurable per project.
The line uses complete water immersion coupling, five-axis motion, motorized plate elevators for in/out feed, submerged scanning gantries, precision flaw marking once coordinates are locked, and exportable datasets for mill-wide traceability.

Overview
[01]
Automated ultrasonic platform tailored to plate production lines
This family forms a turnkey automatic UT line for plates: immersion tanks guarantee uniform coupling while recipes switch between analogue A-scan, rastered C-scan, and beam-steered PA modalities. Conventional multiplexed probe trays can blanket large widths yet still localize edge anomalies with supplemental shear-wave channels.
Mechanically, the architecture sequences plate ingress, submerged scanning, draining, wiping, tagging, and data archival. Motorized elevators stage stock, submerged bridges articulate transducers across the immersed sheet, post-drain inclination plus squeegee stations dry the surface for reliable paint marks, inkjet codes, or lightscribe pins.
Operationally it supports pulse-echo immersion jobs on heterogeneous gauges. Motion, PLC automation, ultrasonic hardware, and analysis software interoperate—emitting paired A-/B-/C-scan views and searchable inspection logs whenever stable rastering and reproducible records are prerequisites.
Scope
[02]
Applicable workpieces & industries
Primary demand is autonomous flaw detection on plate geometries. Gauge, modality mix, mechanical layout, and reporting depth all scale according to contractual scope.
- Aluminium rolling & extrusion downstream
- Steel plate producers
- Non-ferrous processing
- Forged blank suppliers
- Plate service centres
- Third-party materials testing laboratories
Although plates anchor the storyline, analogous immersion philosophies extend to forging programmes detailed on the complex-part C-scan product page.
Key strengths
Core strengths
01
Recipes combine conventional A-scan, high-resolution C-scan mapping, or PA acquisitions so each campaign reflects contractual detection philosophy without redundant mechanical footprints.
02
Load, scan, draining, wiping, tagging, logging, and hand-off cooperate under one supervisory layer for repeatable shift-long operation.
03
Five independent motion axes reconcile varied plate footprints, curvature allowances, skewed laminations, or hybrid raster strategies.
04
Twin-bridge gantries, adjustable tank envelopes, lengthened railways, bespoke channel densities, or downstream AGV interfaces retrofit when mill layouts evolve.
Core system functions
Immersion coupling
Full water immersion coupling
Complete submersion stabilises impedance matching for pulse-echo immersion campaigns on rolled or quenched-and-tempered plates.
Modality presets
Configurable system modalities
01 / 03
Channelised immersion UT emphasising calibrated gates—ideal whenever contractual acceptance hinges on analogue metrics with minimal voxel overhead.
02 / 03
Full-width false-colour C-scan dossiers accelerate reject/accept decisions, correlate lamellar defects across rolling direction, or archive QA evidence alongside heat numbers.
03 / 03
Phased-array steering tackles heterogeneous austenitic regions, cladding transitions, or high-angle reflectors that challenge fixed-angle single-element probes.
Beyond modality choice, scanning bridges retrofit as single-span or tandem dual-bridge trusses mirroring throughput, redundancy, or channel-splitting philosophies.
Operational sequence
Typical immersion plate inspection workflow
Step 01 / 05
Plate enters station
Motorized lifts transfer stock into immersion fixtures, guaranteeing repeatable submergence depths before ultrasonic excitation arms.
Step 02 / 05
Fully immersed coupling
The sheet indexes under water so every crystal couples through identical temperature-controlled fluid—eliminating intermittent surface standing waves.
Step 03 / 05
Automated raster
The scanning bridge traverses submerged paths stitched from A-scan line scans, C-scan meanders, or PA sector laws dictated by QA recipes.
Step 04 / 05
Interpret imagery & dossiers
Host software composites A-/B-/C-scan frames, overlays gate alarms, attaches heat/lot identifiers, and flags suspect voxels prior to disposition.
Step 05 / 05
Drain, wipe & mark
After inspection the plate ramps, shedding bulk water via controlled tilt angles and soft wipers prior to pneumatic or pigment defect markers activating at calibrated coordinates.
Full-immersion plate UT
Plate specs
SUT-310PH-400: automatic plate immersion with single or twin bridge gantries—A-scan, C-scan, phased-array combinations for 6–400 mm gauges.
| Parameter | SUT-310PH-400 |
|---|---|
| Thickness | 6 - 400 mm plate |
| Mode | A-scan + C-scan + phased array |
| Coupling | Full water immersion |
| Bridge | Single or dual bridge |
| Miss Rate | 0% |
Configuration latitude
[Custom]
Composable around each programme brief
Mechanical envelopes, ultrasonic philosophy, PLC touchpoints, and reporting cadence reorganise freely as plants merge heat-treat footprints, widen rolling mills, or add redundant QA gates.
- Map inspection modes among A-scan, rastered C-scan, or phased-array recipes
- Scale UT channel counts versus inspection speed and redundancy targets
- Span 6–400 mm immersed thickness envelopes without relocating tank civil works
- Extend plate length railways for jumbo blanks or clad assemblies
- Widen reachable width via staggered gantries or split tank segments
- Specify single-span bridges for compact halls
- Adopt mirrored dual-bridge kinematics whenever parallel lanes halve latent queue time
- Blend five-axis path plans with asymmetric plates, wedge transitions, or double-sided campaigns
Frequently asked questions
Which workpieces anchor this offer?
Primary emphasis is immersed plate QA; forgings and castings under the same immersion philosophy are covered on the complex-part C-scan page.
Which UT modalities ship by default?
Projects freely mix conventional immersion A-scan, encoded C-scan, and phased-array steering—hardware stays shared while DSP personalities swap per heat.
Must plate dimensions remain fixed?
No. Accepted thickness presently spans roughly 6–400 mm, while length and width extensions align with crane envelopes, hydraulic lift stroke, or tank civil drawings.
Are mechanical layouts immutable catalogue skids?
Layouts flex. Toggle single versus dual gantries, re-home channel multiplexers, or extend automation handshakes upstream toward rolling mills.
Does automation include handling and dossier export?
Yes. Elevators shuttle plates mechanically, submerged bridges scan autonomously, and software persists A-/B-/C-scan archives plus alphanumeric trace keys.
Which inputs accelerate accurate quoting?
Prioritise immersed thickness extremes, planar length/width envelopes, favoured modality mixes, tandem bridge appetite, throughput targets, heat-treat quirks, and any interfacing cranes or coil lines.
Applications
Field deployments
Beyond submerged plate mills, adjoining Heineda kinematics address composite laminates; forgings and castings follow the dedicated complex-part C-scan line.
Steel Plate & Vessels
- Steel plate mill quality assurance
- Shipbuilding plate inspection
- Pressure vessel plate testing
- Forging and casting final QC

Aerospace & Composites
- CFRP wing skins and fuselage panels
- Honeycomb sandwich structures
- Engine nacelle and fan blade inspection
- Wind turbine blade testing
Composite robotic C-scan
Composite
SUT-310FC / FC-10: robotics or ten-axis kinematics with water-jet coupling, CAD path import, simulations, throughput up to harsh automotive or aerospace composites programmes.
| Parameter | SUT-310FC | SUT-310FC-10 |
|---|---|---|
| Robot | Single / dual robot | — |
| Coupling | Water jet (squirter) | — |
| Mode | Pulse-echo + through-transmission | — |
| Feature | Auto path generation, 3D simulation | — |
| Best For | Aerospace panels, wind blades | — |
| Axes | — | 10-axis system |
| Speed | — | Up to 1,000 mm/s |
| Coverage | — | 100% verified |
| Standard | — | HB5460-1990 compliant |
| Data | — | 2,000 scan datasets |
Ready to integrate?
Request a custom quote